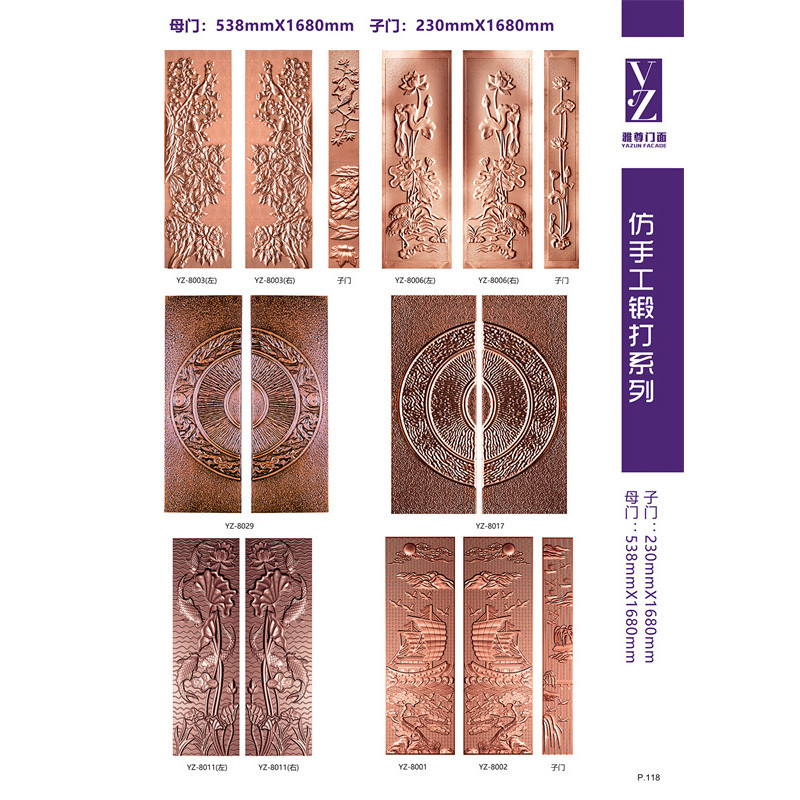
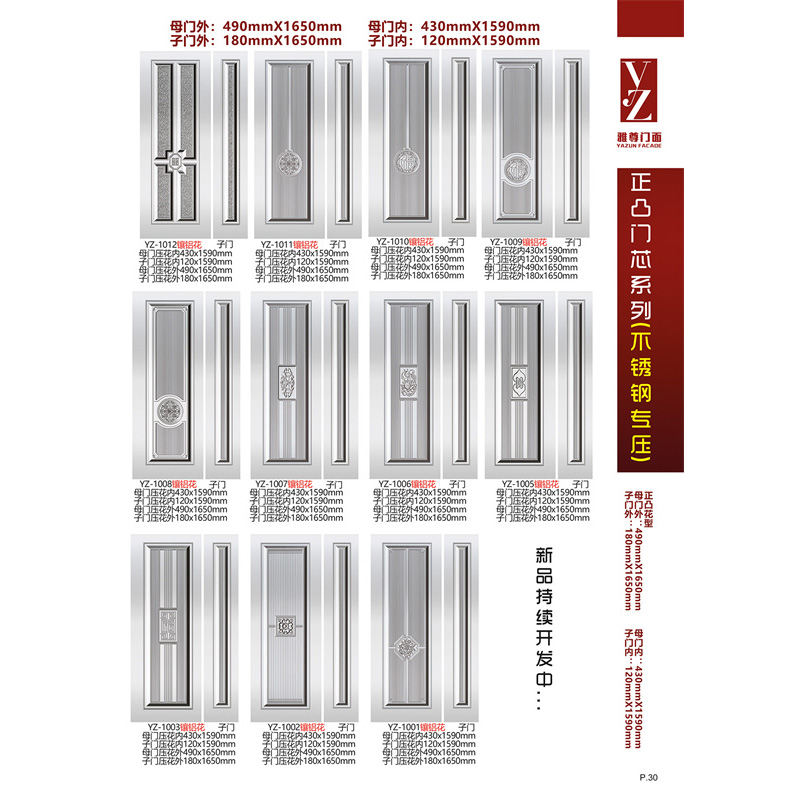
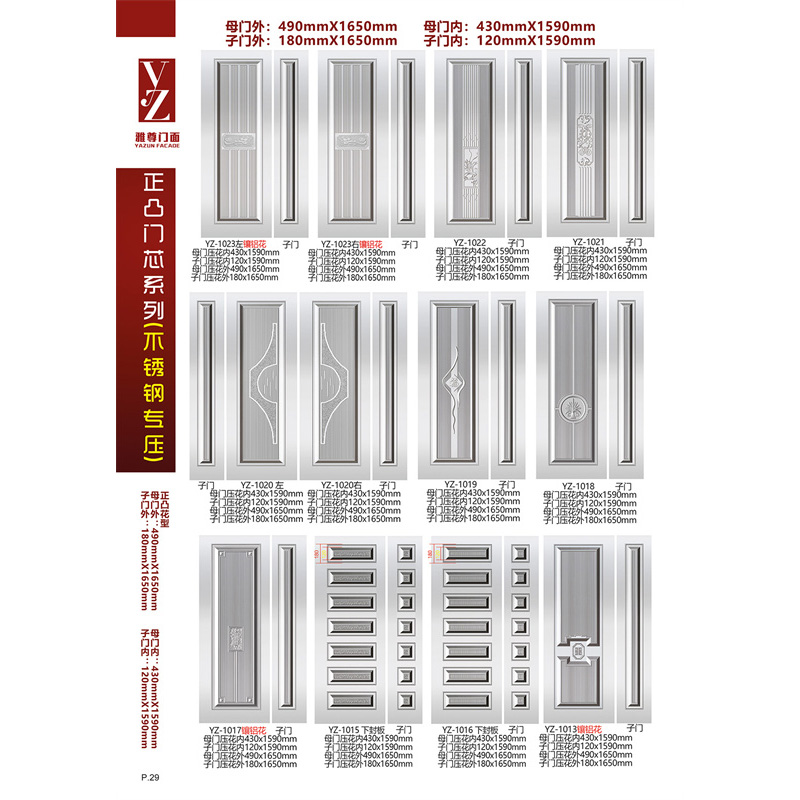
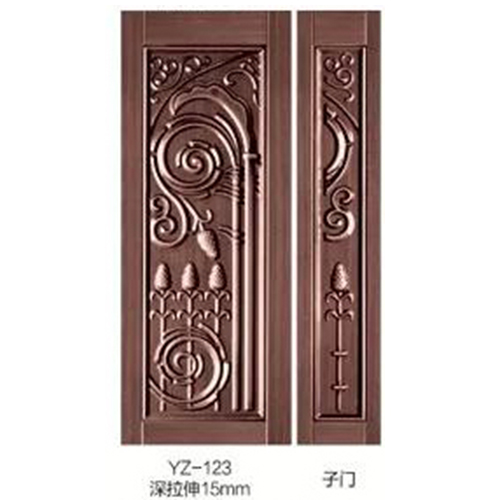
防盗门生产的过程中,防盗门门面根据客户的要求,分送不同的压花厂压花型,选用的设备是2000T的进口液压设备。门框则在工厂直接进入拉花设备,把门框的花边压出来。
防盗门门面损坏淬火钢磨削时产生磨削应力,磨削时产生摩擦热,产生软化层、脱碳层,降低了热疲劳强度,容易导致热裂、早期裂纹。对h13钢在精磨后,可采取加热至510-570℃,以厚度每25mm保温一小时进行消除应力退火。
contact us
永康雅尊门面有限公司
联系人:应女士
电 话:15888918197
地 址:浙江省永康市西城街道330国道旁中兴工业园内(百度高德等地图直接搜索“永康市雅尊门面”即可)
发布时间:2022-01-15 02:10:32访问:168作者: