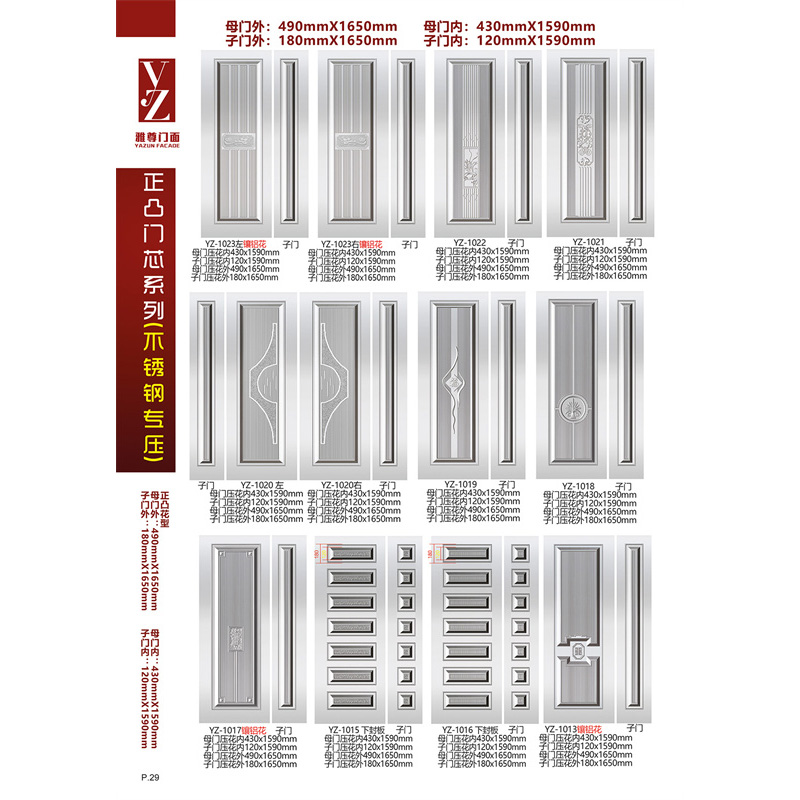
防盗门门面的模具长时间使用后必须磨刃口,研磨后刃口面必须进行退磁,不能带有磁性,否则易发生堵料。模具使用过程中冲头易出现折断、弯曲和啃坏的现象,冲套一般都是啃坏的。冲头和冲套的损坏一般都用相同规格的零件进行更换。冲头的参数主要有工作部分尺寸、安装部分尺寸、长度尺寸等。

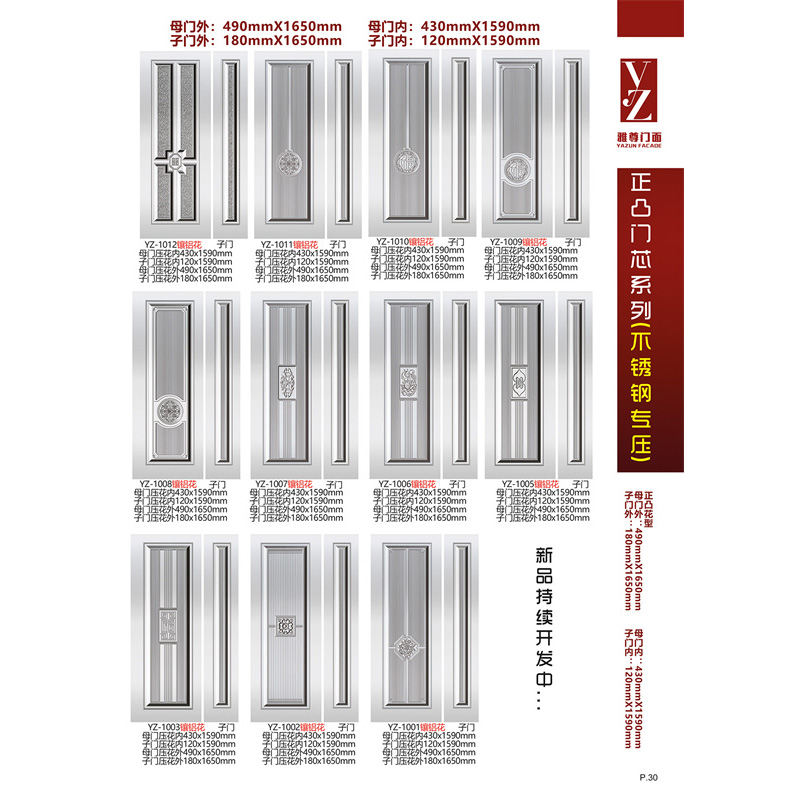
不锈钢门在加工的时候主要的工艺就是焊接工艺,焊接工艺用的好,不锈钢门门面才会好看,小型的加工需要的就是焊接的工艺掌握的好,个体加工点的处理焊口的方法也一定好,也就是机械抛光轮先粗抛后细抛。

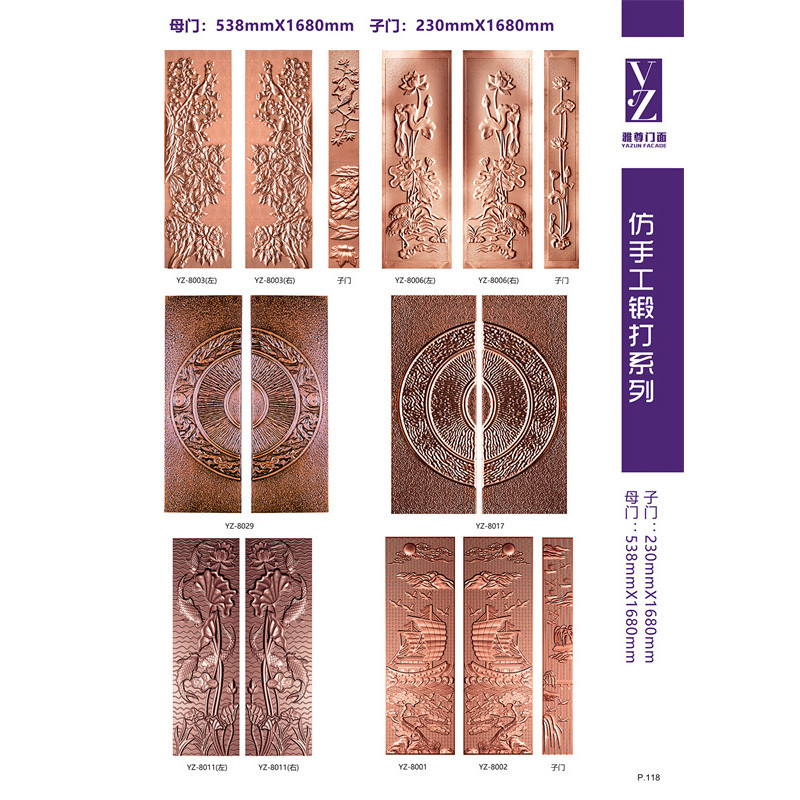
拉伸防盗门面定制可以让防盗门做到独一无二,更好地贴合了消费者的需求,而且拉伸防盗门面的制作对于防盗门的制作也起到到了非常好的作用,如果门面制作出来了问题,制作出来的防盗门也不会受到消费者的追求,如果定制出来的好的没有受到精心的养护也会有很大的影响。